13939063851
13939063851
Compatible with: rice, cereals, seeds, nuts, Chinese herbs, plastics, ores, and more.
139390638517*24小时服务热线
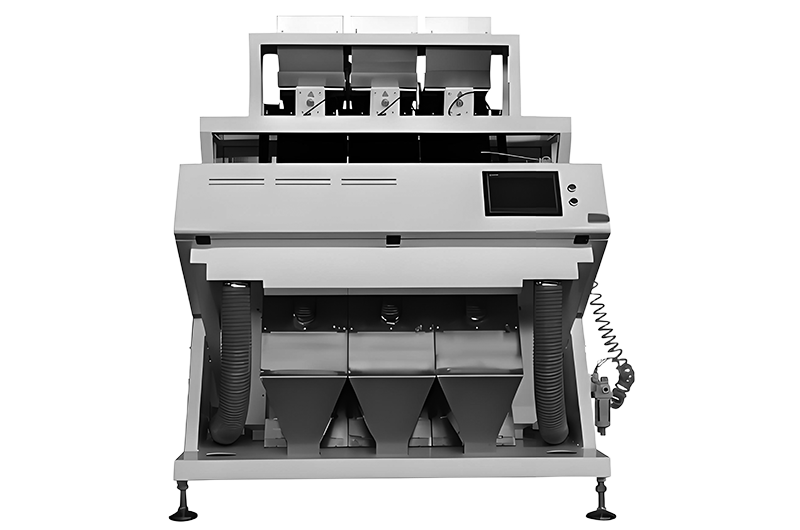
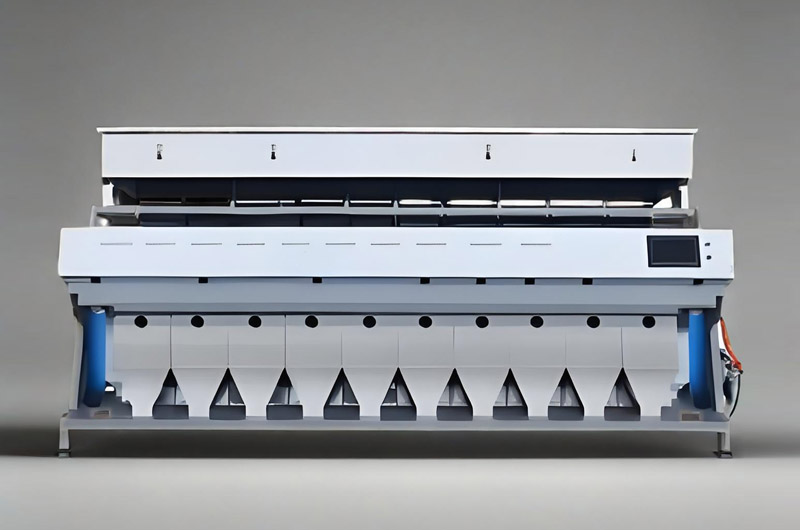
As a modern intelligent sorting solution, the color sorter achieves 0.2mm² color difference detection and 99.9% accuracy through its high-precision spectral imaging system and AI algorithms, catering to sorting needs of over 20 material types including grains, nuts, plastics, and ores. With processing capacity of 0.3-31 tons per hour (20 times more efficient than manual sorting), it excels in food safety assurance, resource recycling, and mineral purification. Its modular design ensures both flexibility and energy efficiency, complemented by 24/7 rapid-response service, delivering an efficient and reliable sorting solution for businesses.







High Responsiveness:Integration of shape recognition technology, center-locating algorithm, and ultra-high-frequency solenoid valves ensures precise rejection.
Energy & Air Savings:Streamlined air channels paired with premium solenoid valves achieve higher purity with lower air consumption, stronger ejection force, and reduced operational costs.
Extended Lifespan:Proprietary solenoid valve control technology and high-capacity SOC system enable stable operation with a lifespan of up to 12 billion cycles.
One-Touch Intelligent Operation:Customize sorting parameters (color, shape, size, defect area) with smart AI that automatically selects the optimal sorting strategy for unmatched accuracy.
Quiet Operation:Energy-efficient and low-noise design improves working conditions while minimizing operational costs.

Channel Count: 64 channels (dual Phoenix cameras, 54-megapixel)
Processing Capacity: 0.3-31T/H (multiple models)
Color Sorting Accuracy: >99.99%
Rejection Ratio: 120:1 (basic model)/211:1 (high-end model)
Voltage: 110-250V/50-60Hz (adaptive wide voltage)
Dimensions: Varies by model
Net Weight: 210-2620kg (multiple models)
Packaging: Standard wooden crate
Pneumatic System: Operating pressure 0.5-0.8MPa, air consumption 200-800L/min
Human-Machine Interface: 12.1-inch industrial touchscreen
Power Consumption: 0.3-8.8kW (multiple models)
Foodline Machinery boasts 20 years of professional expertise as a leading Chinese manufacturer of high-quality color sorters. With an ISO-certified factory, we provide intelligent sorting solutions to clients across six continents, catering to diverse applications from agricultural processing to industrial material sorting. All equipment features durable stainless-steel construction and multilingual support. Our key advantages include customizable smart-sorting configurations, IoT monitoring systems, and standardized industrial interfaces, backed by lifelong technical guidance from our dedicated R&D team—factors that contribute to our 92% customer retention rate.
完善细致的服务流程7*24小时在线服务
7*24小时在线服务
2小时内给予解决方案
12小时内赶至客户现场
24小时内解决运转问题
在线留言您也可以在下面给我们留言,我们将热忱为您服务!
即刻联系我们 快速回复

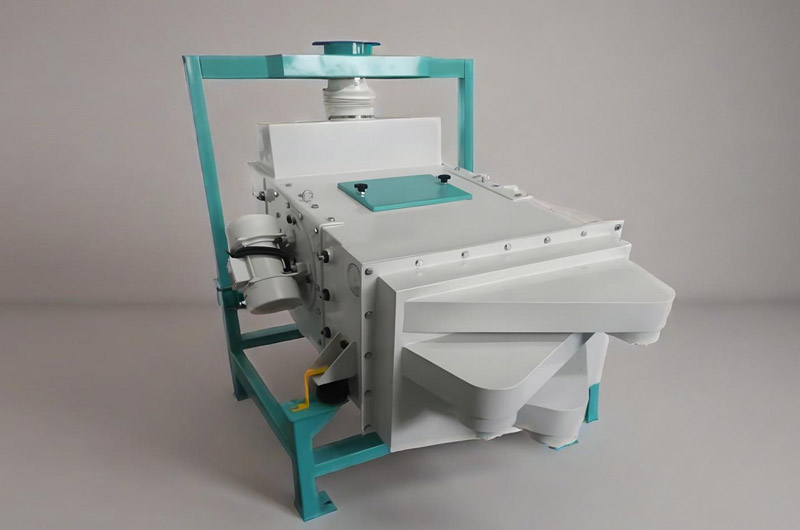 Gravity Grain Cleaner Destoner
Gravity Grain Cleaner Destoner
 Series Bucket Elevator
Series Bucket Elevator
 Refrigerated Air Dryer
Refrigerated Air Dryer
 Vacuum Packaging Machine
Vacuum Packaging Machine